▌工作原理
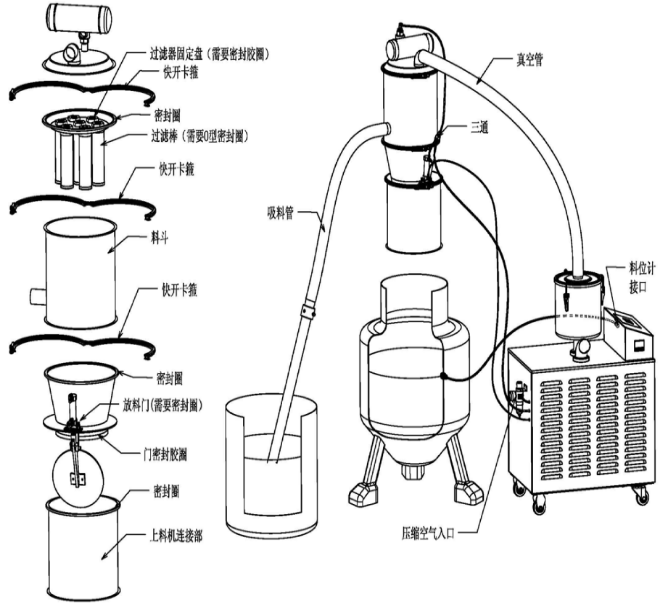
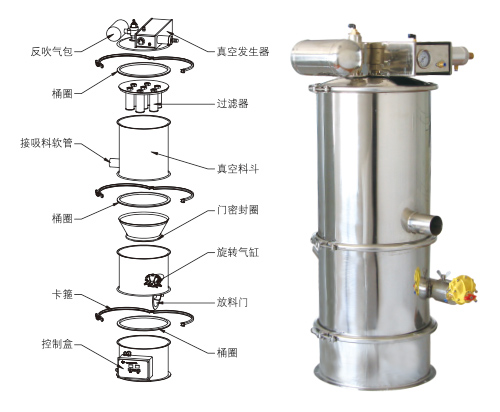
真空加料机采用旋涡气泵/罗茨风机抽气,使吸料嘴进口处及整个系统处于一定的真空状态,粉粒物料随同外界空气被吸入料嘴,形成料气流,经过吸料管到达料斗,在料斗中进行气、料分离。分离后的物料进入受料设备。送料——放料是通过气动三通阀/涡旋气缸不断地开、闭来完成的,而气动三通阀/涡旋气缸的开闭是由电源控制箱来控制的。
真空加料机中装有压缩空气反吹装置,每次放料时,压缩空气脉冲反吹过滤器,把吸附于过滤器表面的粉末打落下来,以保证吸料能正常运行。
▌适用物料
适用于所有颗粒、粉状物料等。
▌设备特点
1、严格按照GMP 规范设计制造。
2、采用气流密闭,避免粉尘泄露,体积小,易安装,易拆卸清洗。
3、内壁精密抛光,不沾结物料。
4、智能控制,高度自动化,操作简单。
5、翻版门加料形式应用于不密封的设备(如:包装机、压片机、包装机等)。
6、三通加料形式应用于密封容器(如:二维、 三维、V混合机等)。
▌技术参数

▌应用实例

▌调试安装
上料机的料斗一般固定在受料仓或真空泵小车的立柱上,可上下移动,按受料设备的高度,调整好上料机料斗的位置。对受料设备(如包装机、料仓、振动筛)料斗较高时,需另做支架固定真空上料机的料斗。
1、用卫生级钢丝软管把吸料嘴与料斗、料斗于真空泵连接好,并用卡箍卡紧。
2、接好电源。电源应采用三相五线制的电缆线,三根相线,一根零线与一根保护接地线, 保护接地线除保护设备防止人员触电外,另一个作用是消除物料输送时产生的静电。保证控制系统必须可靠正确的接地。
3、采用干燥洁净的压缩空气作为气动阀门气源,用Φ12压缩空气管插入系统进气口 (过滤减压阀上),调整减压阀,保证系统的压力维持在≤0.6Mpa,按气路连接图将气源接头连接至与真空料斗上方过滤减压阀的接头上。
4、接通电源,打开箱门,合上三相空气开关,此时控制箱前面板的核心控制器上电。上料 时间、放料时间显示器亮。
5、调整上料时间、放料时间。通过增、减按钮将上料时间设定在8-15秒,将放料时间设定 在3.6秒。
6、按下开/关按钮,接通旋涡气泵。检查气泵的转向,若气泵排风口无风排出,则电动机方向反向,关掉开/关按钮,调换电机接线相序,直至气泵转向正确为止。
7、检查风机负压压力值,将进料口堵一半吸料嘴或更多。查看负压上升是否正常(0.03—0.05mpa)。若负压无上升,检查换向阀和放料拍板在上料时间段是否正常关闭。在日常工作中若出现负压过低,不上料,检查放料拍板密封条是否老化或拍板是否变形。更换密封条或校正放料拍板,确保放料拍板处不漏气。
8、按下开/关按钮,启动旋涡气泵,将吸料嘴插入料箱中,随即开始送料。吸料一放料(同时压缩空气反吹过滤器)为一个工作循环。真空加料机将自动循环下去,直至受料设备
9、(如包装机)料斗中的料加满(此时料位计闭合)上料系统自动停止。
10、当受料设备的料位低于料位计时,料位计信号释放,延时一定时间,上料系统将重新进入吸料放料循环,直至料斗中的料加满。
11、物料愉送过程,由于摩擦原因会产生较大的静电,为了消除静电,需对设备外壳靠接地。
12、真空加料机采用了新型微孔膜过滤器,大幅提高了机器的加料能力和使用寿命。微孔膜 过滤器的合理清洗对真空加料机的使用性能致关重要。清洗微孔膜过滤棒时我们建议按以下步骤进行:
(1)用压缩空气吹过滤棒表面的粉尘(从里向外吹)。
(2)用不超过80℃的热水冲刷过滤棒的表面,或浸泡一定时间,用细毛刷刷净过滤棒的表面, 注意绝不能用硬毛刷刷净过滤棒的表面,否则过滤棒表面将起毛,并且影响过滤精度。
(3)自然凉干或放在烘箱中烘干,烘箱温度不能高于50℃只有充分干燥后的过滤棒才能被允许装回机器上使用。